通过认证
通过认证
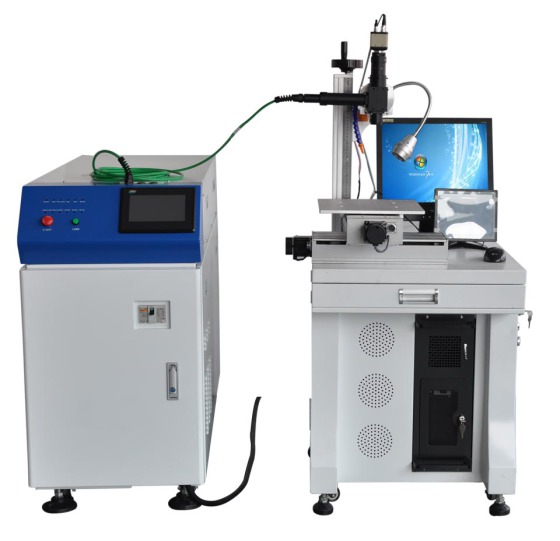
“中频逆变式点焊机WL-MF-10K”参数说明
| 认证: | CCC | 品牌: | HWASHI |
| 驱动方式: | 气动 | 电流: | 直流 |
| 频段: | 高频 | 焊接方式: | 压力式 |
| 作用对象: | 金属 | 动力形式: | 高周波 |
| 焊接原理: | 对焊 | 作用原理: | 逆变 |
| 用途: | 焊接 | 加工精度: | 精密 |
“中频逆变式点焊机WL-MF-10K”详细介绍
中频逆变电阻焊性能优势:中频逆变直流电阻焊控制系统,如下图,三相交流电经整流后转换成为直流,再经由IGBT组成的逆变电路逆变成为中频1000HZ方波接入焊接变压器的初级,经焊接变压器降压整流成为脉动很小的直流电供给电极对工件进行焊接。逆变器通过反馈回来初级或者次级焊接电流进行调整IGBT的占空比,从而达到焊接过程恒流的效果。相对于普通的工频控制器,逆变中频控制器有着如下的优点:1、二次焊接回路中流过的电流是直流的。因此由于深入焊接工件中不同的浸深而产生的二次回路中的感抗对焊接电流的影响大大减小。2、焊接变压器的质量大大减轻。3、电极寿命更长。4、可以焊接铝和镀锌金属等材料,焊接结果良好。5、尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求。6、少飞溅7、对于电流的控制提高了焊点的质量。中频控制器示意图:
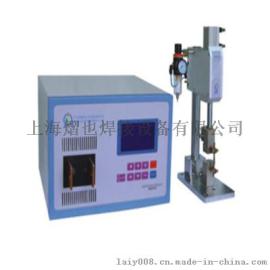
中频电阻焊接系统组成:整个控制系统由控制器、中频变压器、焊接工件组成。其中控制器又包含有可控整流、储能部分、IGBT、电源驱动、以及中心控制部分等。控制系统主要特点:1、可编程101套点焊焊接规范,92套缝焊焊接规范,使用时直接调用;2、具有焊点电流递增功能,有效解决了多点焊接时电流分流造成焊接效果的不稳定性。3、可设定预热电流、焊接电流和回火电流,有效解决了焊接过程中产生的喷溅和焊接结束后的工件淬火问题,三个放电脉冲可单独设置并且单独或任意组合使用;4、电流缓升和缓降功能,有效避免焊接时产生喷溅和熔核成型不良等问题,获得良好的物理性能;5、可焊接特殊材料,尤其焊接铝、镀锌金属等材料,焊接效果良好;6、计数功能,对焊接次数进行统计,对电极使用次数统计,对修磨次数统计能有效产量统计和设备管理;7、具有普通单点、连续点焊功能;8、故障诊断和自动保护功能,在工作过程中,控制器如检测到情况异常,会自动关闭输出电流并对故障原因友情提示;9、 节能,三相电源输入,工作频率高,变压器损耗小,节能效果显著;10、安装使用方便,中频逆变焊接设备使用的变压器比普通工频变压器体积大大减小,整体设备轻巧,安装使用方便;11、通讯及BCD码控制功能,可外接工控机、PLC等上位控制设备,实现远程控制,自动化管理,提高工作效率;12、采用DSP和PLD作为主控单元,电路简洁、高度集成、智能化,降低了本设备的故障率,更便于维护和保养。控制系统技术参数:1、输入电压:三相380V,50HZ/60HZ,电源波动+10%/-20%;2、输出电压:单相PWM 输出 550V(出厂可调);3、输出电流:据型号而定;4、最高数值设置可以到65535,根据实际使用调整(出厂可调);5、冷却水:流量6L/MIN,温度≤28℃;6、工作环境温度:0 -50℃;7、气阀规格:AC220/AC110/DC24V(出厂设定);
| 触摸屏 | 操作的中心部分,数据输入、监视、以及存储 |
| 电磁阀开关 | 手动开启或者关闭电磁阀的开关 |
| 急停按制 | 启动时,终止所有已经进入的程序说明:按下该开关后,需要重新上电 |
| 复位按制 | 中断程序后的复位功能 |
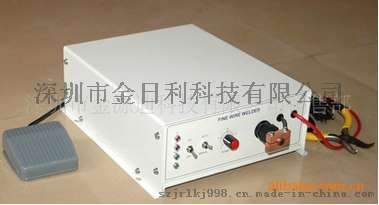
应用领域:航空、汽车、照明、医疗、电池、插座、线材加工、电子、手机、餐具、五金工具等。一般说来,体积小、重量轻的系统可加速移动,缩短工作周期,是焊接机器/自动机械最好的配套方案。应用广泛,焊接变压器体积小而输出能量大。应用于汽车工业中之一体式变压器速焊钳更见其优越处。
适用材料:钢、铜、铝、镍、钼、钨、锰、不锈钢等有色金属和贵重金属。
适用范围:传感器、LED及其引线、铜箔及漆包线、继电器、手表、电容芯子与引线、铜线与电阻引脚、电感、电池与连接片、电子插座、银触点与铜片、电光用钨钼材料的焊接。